
 Importancia de que concuerde la conicidad al sustituir electrodos
Importancia de que concuerde la conicidad al sustituir electrodos
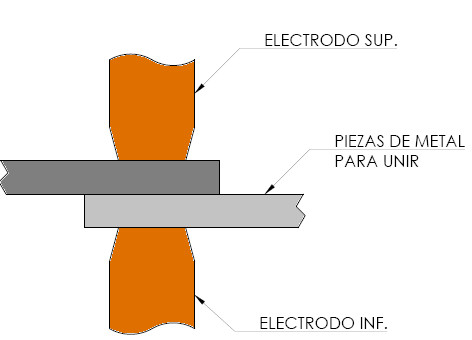
Es imperativo que el adaptador de electrodos embone correctamente. Si los conos no coinciden puede llevar a una serie de funcionamientos incorrectos tales como: fugas de agua, desgaste acelerado, que caps o electrodos se suelten y se dañen, y la mala calidad de la soldadura debido a la incorrecta sujeción.

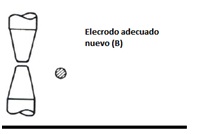
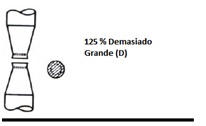
Midiendo los conos de los electrodos:
La conicidad aceptada según la RWMA (Resistance welder manufacturers Alliance).
Esta regla estipula el ángulo de inclinación del cono, el gauge para los electrodos adaptadores y caps (macho y hembra).
Para verificar que los componentes se adhieren a las especificaciones, Alcavil recomienda usar un gauge de anillo certificado para revisar conicidad de los adaptadores y para certificar que sean correctas las medidas de sus electrodos, ya sean caps o electrodos estándar.
Como parte de procedimiento de inspección de electrodos nuevos que entran a sus almacén, comprueba siempre que la especificaciones coincidan, esto cuando sea un nuevo proveedor o que haya existido un modificación en el diseño, esto ayudará a evitar problemas con sus nuevos productos, previniendo problemas de producción o de calidad que pudieran surgir.
Recuerde siempre:
– Utilizar la herramienta adecuada para extraer cap
– Nunca utilizar martillo, o pinzas de presión para aflojar el caps de un adaptador, solo utilizar maso de goma.
– Abstengase de asentar los caps golpeándolos con un mazo, su proceso de reemplazo del cap debe tener la finalidad de que los caps se asienten correctamente; Esto evitara la desalineación y disminuir la deformación.
Si esto no es practico con su equipo, utilice unos pequeños golpes con martillo de goma.